产品分类



• 本控制系统基于总线化的硬件设计。主控制器采用西门子控制器,工业总线通讯,抗干扰能力强,数据量大。上位机采用工控机,软件监控,能实时显示报警、报表、记录温升曲线,监控设备运行情况。
• 采用双核心工作模式。计算机解析工艺,并预读工艺,对未来变温、变压做出与判断,plc 执行上位机指令,对目标值和实际测量值做实时比对运算并调整温度、压力的输出信号。
• 模块化安装思路。热电偶、真空信号均采用模块化采集,由通讯模块发送到上位机,大量减少了走线、干扰,简化了了安装和检修难度。
• 配备UPS应急电源及A4激光彩色打印机。
• 充分结合了工艺需求,具有以下优势:采用上位机+PLC 控制模式时,采用了我公司开发的一种有别于传统的控制方法,对温度、压力的控制更加准确,温度上冲现象可以有效抑制,冷却用量小。压力阀门动作频度低,节约用气量。设备能耗降低。
• 控制软件对各类产品的适应范围宽广,各类产品均能实现良好控制。在编制的产品固化工艺文件中,可以记载针对该工艺的设备参数,从而实现较佳工艺状态。
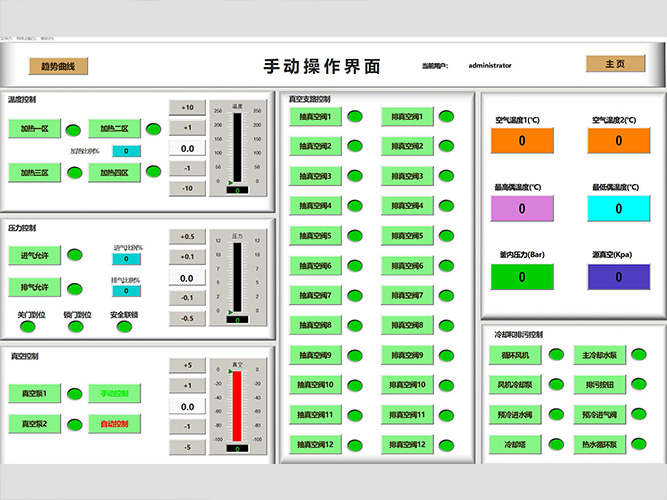
• 控制软件界面形象直观,显示设备主要部件的工作状态,并设置了“自动”“手动”两种状态,即可以在“自动”状态下,完全自动执行工艺,也可以在“手动”状态下,逐个调整各部件的状态进行控制,满足特殊的不确定的试验要求。
• 特别设计了布偶显示界面,针对尺寸大要求高的部件,可以形象显示热电偶在模具上的布放位置,监控固化过程中各位置的温度趋势,利于出现异常时,及时调整,从而保证产品的质量。这个功能对于处于研制阶段的大型部件十分有用。
• 真空的控制,本公司特别设计了抽真空与测真空可以不同路的功能。在现实使用中,因真空管道损坏,或者工艺的需要,抽真空与测真空需要灵活组合,本功能对于大产品、多件产品同时固化,以及需要直接测量真空袋内真空度的应用场合非常实用。
• 防错功能强大,具有工艺仿真功能,工艺文件编制完成后可仿真运行,防止编制错误。当启动软件的某项功能时,均会跳出提示对话框,防止误操作。
• 维护界面功能强大。针对其它厂家软件用户难以对设备进行调整和维护,需要厂家软件人员到现场进入软件控制核心调整设定参数进行设备状态调整及维护的局限性,本公司特别设计了维护界面,将核心控制参数在界面上设定,设计了“补偿界面”“运行参数”
• “I/O 诊断”界面,利于操作及维护人员及时了解及排除设备故障,减少因设备故障停机造成的损失。如果用户允许,本公司的软件系统可以提供远程诊断服务,通过软件对设备运行状态的记录及设定的一些试验流程,判断设备状态,提前排除故障,防止设备突发故障影响生产进度。
• 具有较强的突发事件处置功能,如断偶自动剔除,真空袋泄漏自动切断等等, 在无人值守时,仍可以保证设备安全运行,并完成产品工艺流程。
控制形式:
PLC+触摸屏,可实现空气控温及模具控温(大值、平均值、小值)真空度可调,可配备记录仪及打印机。
PLC+触摸屏+工控机,可实现空气控温及模具控温(大值、平均值、小值)真空度可调、真空泄露自动检测,可配备记录仪及打印机。
PLC+触摸屏+计算机(冗余),可实现空气控温及模具控温(大值、平均值、小值)真空度可调、真空泄露自动检测,可配备记录仪及打印机。
PLC+触摸屏+计算机+仪表(冗余),可实现空气控温及模具控温(大值、平均值、小值)真空度可调、真空泄露自动检测,可配备记录仪及打印机。